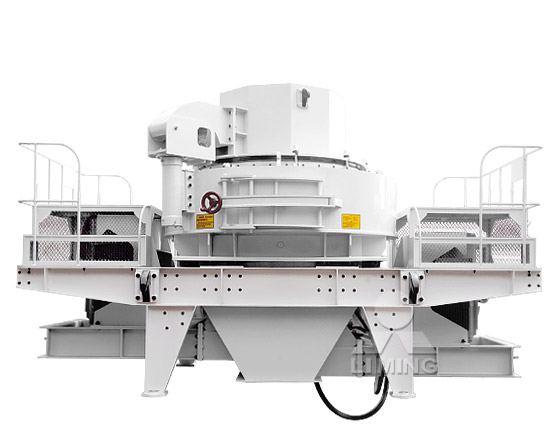
中速磨辊的焊接

中速磨磨辊堆焊工艺流程 - 百度文库
合理焊道参数:宽10mm,高3mm,后一道近似覆盖前一道的40%。 4、当磨辊环境温度低于10℃时,需要使用氧乙炔火焰加热,将磨辊表面加热到50-60℃,否则将影响焊接质量, 中速磨辊套堆焊技术规范. f效地抵抗磨损及不易剥落,除提高组织中基体硬度外,更重要的是通过 合适的堆焊工艺来获得最佳的碳化物硬度、尺寸、分布状态等。. 3.4 堆焊磨辊套的 中速磨辊套堆焊技术规范 - 百度文库2021年9月7日 磨辊堆焊修复过程实际上是焊机通过特制焊接工装卡具卡住磨辊,使其沿某一水平轴线匀速转动,并辅以自动焊机头的沿该轴线方向的恰当移动,从而实现对磨辊 中速磨煤机磨辊堆焊修复的工艺研究 - 期刊网

中速磨煤机磨辊堆焊修复的工艺研究 - 豆丁网
2014年10月7日 采用特制的高铬高碳药芯焊丝,对旧的中速磨煤机磨辊进行堆焊修复,可获得性能较为优异的耐磨层,修复后磨辊经现场运行考核,可有效地提高使用寿命,经济效益和社 2023年3月31日 4、当磨辊环境温度低于10°c时,需要使用氧乙炔火焰加热,将磨辊表面加热到50-60c,否则将影响焊接质量,严重的导致堆焊层脱落。 火焰加热不得使磨辊套的 中速磨磨辊堆焊工艺流程 - 豆丁网对于中速磨磨辊和底盘瓦等回转体耐磨件,应采用自动焊的方法(包括埋弧堆焊和明弧堆焊等), 其他无法实现自动焊的耐磨件也可以采用焊条电弧焊。 3.2对焊接工作人员的要求磨煤机耐磨件堆焊技术导则

一种中速磨磨辊的明弧在线堆焊修复装置及方法与流程
一种中速磨磨辊的明弧在线堆焊修复方法,修复方法主要包括: 1)调整水冷焊枪到待焊位置,焊接枪头与磨辊垂直方向的夹角为5—10°,焊丝干伸长度为20—30mm;中速磨磨辊堆焊工艺操作规范. 合理焊道参数:宽12mm,高3mm,后一道近似覆盖前一道 (de)25%.(目 (de)焊道堆焊层要饱满、连续、均匀、美观,便于电厂检测硬度指标). 冷 中速磨磨辊堆焊工艺操作规范 - 百度文库2024年5月26日 1. 磨辊辊套:主要承受磨煤机工作中的磨煤冲击和磨损,要求其具有良好的耐磨性和抗热性,以确保长期稳定的工作性能。标准中会规定其材料的选择、制造工艺 DL/T 681.2-2020 燃煤电厂磨煤机耐磨件技术条件 第2部分 ...

中速磨煤机磨辊耐磨堆焊用粉芯焊丝及其制备与堆焊方法
中速磨煤机磨辊采用堆焊耐磨涂层技术,是将耐磨粉芯焊丝堆焊在磨辊辊套表面形成耐磨涂层。 堆焊后辊套与新品铸造件相比,由于耐磨层硬度较高,比之未堆焊防磨层的磨辊能够